Morris & Co. Tile-Making Process
Main Catalog Where to Start How to Order Tile Site Map Search Contact
Main Catalog Where to Start How to Order Tile Site Map Search Contact
Nothing should be made by man's labour which is not worth making, or which must be made by labour degrading to the makers. ~William Morris

Tiles were among the first products William Morris produced as he took up the task of returning to the guild values of medieval artisans. This was as much in reaction to conditions in the potbanks where tiles were made as to the quality of the tiles themselves.
Art was Morris's religion; first and foremost was its ethical component, the ability of art to transform and transcend, to permeate his daily life with simplicity and beauty, to fend off the dehumanization of industrialization. This was at odds with working conditions in Staffordshire where domestic tiles were produced.
In its first incarnation as Morris, Marshall, Faulkner and Co., Morris and Co. was born over dinner one evening at the Red House, the home designed for William and Jane Morris by his friend Philip Webb. Speaking of the evening later, Dante Gabriel Rossetti said, "One evening, a lot of us were together, and we got talking about the way in which artists did all kinds of things in olden times, designed every kind of decoration and most kinds of furniture, and someone suggested -- as a joke more than anything else -- that we should each put down five pounds and form a company."
In 1830, Englishman Samuel Wright took out a patent on a procedure to mass produce floor tiles. Five years later, Herbert Minton purchased the rights and began making ceramics out of near dry powdered clay in a fashion called "Prosser's method" after its creator, Richard Prosser. The Scrivens Commission of 1843 had called the potbanks where these tiles were made, "low, damp, close, small, dark, hot, dirty, ill-ventilated, or unwholesome." Clay dust hung in the air and the tile workers, sometimes as young as seven years old, were "stunted in growth, ill-shaped, and frequently illformed in the chest." Glaze shop conditions were worse: hands and clothing "were always wet [with liquid lead glaze]... the fingers often bled, and were consequently in a state most favorable for the absorption of this dangerous substance,' resulting in severe pain, epilepsy and paralysis.
Thus the man who had declared art to be his religion, and who would later become an apostle of socialism, did his best to start the firm off on solid moral ground.
The tile designs created by the Firm were painted on white tin-glazed ceramic blanks that Morris had imported from Holland. The lead-based domestic tiles repelled the pigment, giving a less rich, desaturated color to the design. This unfired tin-glaze layer was then hand-painted and fired at a low temperature in a the same glass kiln used for production of the Firm's stained glass windows. The Firm did not own a proper pottery kiln that would provide the high temperatures (1000 degrees C and above) needed for biscuit (raw clay) firing and normal glost (glaze) firing. Thus the tiles were placed at the top and bottom of kiln where the temperatures were most extreme (650-750 degrees C).
Even with the tin-glazed tile, the application of enamel over the glaze, and his initial lack of familiarity with the practical aspects of ceramic chemistry, resulted in the pigments falling off or discoloring. This problem extended beyond tiles and took hold in the Firm's early stained glass as well. Of the first tiles made for Morris's home, the Red House, only those in the protected porch survive and of those, only three survive in identifiable condition.
The lack of a high-temperature pottery kiln resticted Morris to applying a low-temperature-firing enamel paint to a ready-glazed ceramic blank. The first tiles produced by The Firm followed this process:
The design, usually by Morris himself or Edward Burne-Jones, was drawn or transferred onto an tin-glazed ceramic blank - The tile was handpainted by Morris, Ford Maddox Brown, William De Morgan or another member of the firm. Usually, the designer did not himself paint the tile. Much hand painting was done by the wives and sisters of firm members.
A lead-based overglaze ("a soft glaze of the fir's own composition") to which borax had been added to reduce the firing temperature was applied. This resulted in slight blurring because the enamels fused with it.
The tile was fired in the glass kiln at low temperature
The tile was touched up and fine details such as facial features were added, as well as colors such as red that could not tolerate the low firing temperatures.


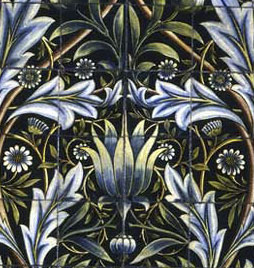
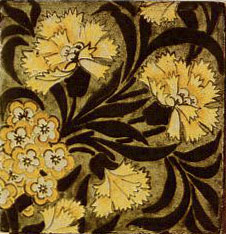
Left: overglaze tile. Right: underglaze tile
The tile on the left is a tile done in the overglaze method initially used by Morris and co. The enamel was painted onto a prefired lead or tin glaze. A topcoat glaze was applied over the enamel paint and the tile refired, resulting in loss of definition and occasionally discoloration. On the right, is a William De morgan underglaze tile in a William Morris design on tin-glazed tiles. The handpainting was applied to the raw unfired tile which was then was fired without the application of a topcoat glaze.
This solution gave a gray hue to the background, or if it had been applied unevenly, a yellow or brown staining. Occasionally, tiny bubbles would appear throughout the entire depth of the enamel, causing the tile to be rejected.
The pictorial tiles, such as the Cinderella panels, required at least three firings at decreasing temperatures to avoid the pigments fusing and blending uncontrollably. Variations in temperature at the different locations in the kiln would result in differences among tiles handpainted and fired together.
Within a few years, Morris was using an overglaze which resulted in a glossy finish that fused well with the underlying tin glaze, such that the design was not discolored or blurred. The process was later refined, with the help of William De Morgan, to eliminate the second firing through the application of better enamels.
By the mid-1870's, William De Morgan, who had worked at the firm started at Morris & Co. in stained glass before taking up ceramics, had installed his own kilns and was making his own designs, as well as implementing some of the Morris floral designs. Focusing on the production of stained glass and later tiles, his expertise surpassed that of the tiles produced by Morris and Co. Before long, Morris and Co. was stocking De Morgan tiles as well as its own.
The first tiles were painted freehand by Morris himself, Philip Webb, Kate Faulkner or others in the Morris, Marshall, and Faulkner circle. After 'The Firm' dissolved and was resurrected as Morris & Co. a more efficent method was needed. During its early years, Morris & Co. designs were transferred to tile using a method called "pouncing". The word comes "pounce" comes from the French pumex, or "pumice", the material originally used in the process. The technique was several centuries old at the time it was used at Morris & Co. and later by William DeMorgan, who first worked for Morris & Co. and later supplied tiles from his own studio.
In pouncing, pinpricks were made along the outline in a working copy of the design. The working copy was placed over a Dutch blank tile and then brushed with a powder in a contrasting color. The powder, passing through the pin holes, would adhere to the tile, leaving an outline of the design. Color and glazes were then painted on by hand. Because the pouncing process left small holes in the original design, it was usual to use an intermediary copy.
The pouncing process was a painstaking one and not one that was suitable to much repetition. The first Membland tiles were probably made using the pouncing technique, but duplicating so many tiles, 66 on each panel, was an arduous task for hand-painting.
Larger tile orders, such as the Membland mural, used the "painted paper technique":
The pattern (its leading lines only) was drawn in strong black lines on tracing paper and this was pasted onto a sheet of glass. On the other side of the glass was fixed (temporarily) a square of thin paper and the glass, easel fashion, was set up in front of a window. The lines of the pattern were easily visible on the thin paper and the painter proceeded to follow him with his pigments, filling up the rest of the pattern according to his discretion as to the intensity and so forth of his colouring, a coloured tile or drawing at his side dictating to him the effects required. (Halsey Ricardo, 'Technical Note on the Manufacture of De Morgan Tiles and Pottery' in Catalogue of Works by William De Morgan in the Victoria & Albert Museum, 1921).
The finished copy was placed face down on the surface of a tile blank, adhered with sodium silicate and sprinkled with powerdered glaze before being placed in the glaze kiln. In the kiln, the pigment fused with the glaze and became imprinted on the tile. The paper burned away in the kiln. This method was suitable only for flat surfaces, such as tile, however.
~XineAnn
Some of the information in this article came from William Morris, by Christine Poulson, William Morris Tiles, by Richard and Hilary Myers, and The Designs of William De Morgan, by Martin Greenwood.








{kind=link}